欧盟承压设备指令由97/23/EC 更新为 2014/68/EU,新指令将于2016年7月19日起强制实施。
2014/68/EU《承压设备指令》(以下简称PED指令)是欧盟众多指令中针对承压设备的指令,对承压设备基本安全要求(ESRs)做了规定,保持了欧盟承压设备的现有安全水平。
其适用于最高工作压力大于0.5bar的承压设备和成套设备的设计、制造和合格评估。
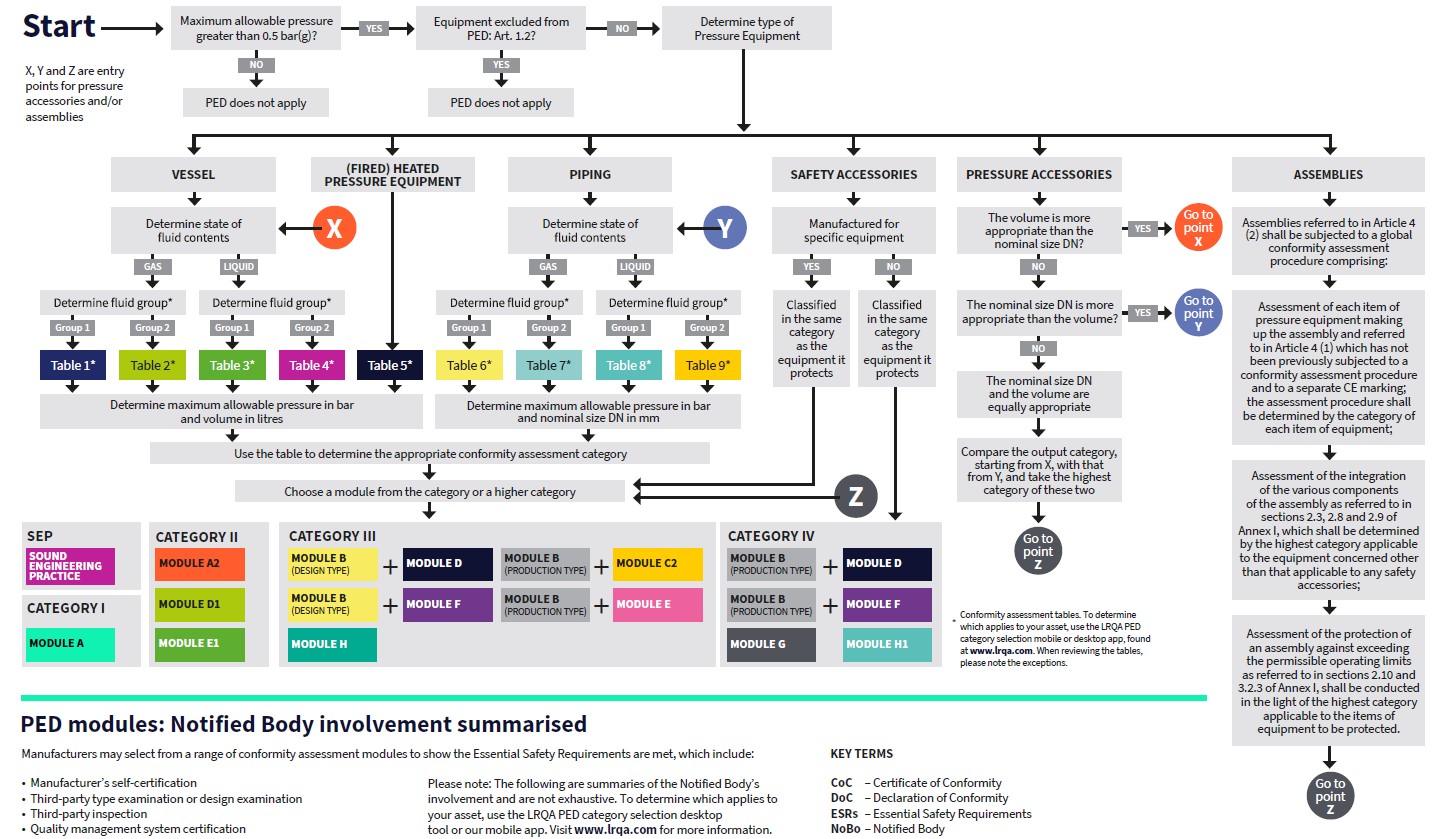
1. 承压设备的 category类别划分- 按PED指令附录Ⅱ承压设备风险等级划分
根据PED附录II的规定,承压设备可分为I、II、III、IV四个合格评估等级。对于危险性很低的承压设备可按照成熟工程实践(Sound Engineering Practice, SEP)进行操作。
为实现承压设备的分类,制造商需要了解以下知识。
1) 设备类型
压力容器
蒸汽锅炉
管道
2) 流体状态:气体或液体。在设备最高工作温度下,若流体的饱和蒸汽压(表压)不超过0.5bar,则视为液体,否则应视为气体。
3) 流体族群
族群1——危险性流体:易燃、易爆、有毒、和高氧化性
族群2——非危险性流体:族群1以外的流体包括蒸汽
4) 设备最高许用压力PS和体积V/公称尺寸DN
5) 设备最高工作温度TS
根据以上信息,参照《风险等级划分依据》制造商可以确定PED附录II中的相关分类图表,然后在选定分类图中,根据设备的最高许用压力PS和容积V/公称尺寸DN,标出坐标点,从而确定承压设备的类别。
承压附件既可按压力容器也可按压力管道分类,二者中取其相关的一种。当容积和公称尺寸都被认为相关时,承压附件的类别应取其中的最高类别。
安全附件一般被归为IV类,但是作为特列,一些特殊设备的安全附件可采用与其所保护设备相同的类别。
风险等级划分依据
|
设备类型
|
流体状态
|
流体族群
|
附录II图表
|
|
压力容器
|
气态
|
族群1
|
表1
|
|
族群2
|
表2
|
||
|
液态
|
族群1
|
表3
|
|
|
族群2
|
表4
|
||
|
蒸汽锅炉
|
|
|
表5
|
|
压力管道
|
气态
|
族群1
|
表6
|
|
族群2
|
表7
|
||
|
液态
|
族群1
|
表8
|
|
|
族群2
|
表9
|
产品的category类别至关重要,是CE-PED认证的第一步。
如果您对于产品的category类别划分不确定,可以联系我们协助:
服务热线:021-52992565, +86 13122261136
电子邮箱:info@certpi.com
2.按照PED指令附录III的合格评定方法
I-IV类设备评估模式选择:
|
风险等级
|
批量生产
|
单件生产
|
||
|
常规检验
|
质量保证
|
常规检验
|
质量保证
|
|
|
I
|
A
|
A
|
A
|
A
|
|
II
|
A1
|
D1或E1
|
A1
|
D1或E1
|
|
III
|
B+C1
|
B+E或H
|
B1+F
|
B1+D或H
|
|
IV
|
B+F
|
B+D或H1
|
G
|
H1
|
1)模式A:内部生产控制
该模式要求制造商编制技术文件,包括:承压设的总体描述、设计图纸、强度计算书、采用的标准清单、检验结果、试验报告等。制造商在每台承压设备上打CE 标志并提出书面的符合性声明。此模式不需要授权机构(Notified body) 执行评审。
2)模式A1:带最终评定监督的内部制造检验
除模式A 要求外, 由制造商执行最终评定(最终检验和压力试验) ,授权机构对正在制造或已完成的承压设备进行不定期的监督抽查, 除CE 标志和符合性声明外,体现授权机构的责任,在每台承压设备上打授权机构识别号。
3) 模式B :EC 型式批准
由授权机构证明制造商生产的代表性样品满足指令要求。
除模式A 要求外,增加了制造过程的内容。授权机构将对不符合欧洲协调标准或欧洲批准的材料,执行评审并核查材料制造商颁发的证书;批准永久性联接(焊接) 工艺;验证焊接和NDT 人员已按规定进行资格评定和批准;同时,验证样品制造符合技术文件规定。授权机构将颁发EC 型式批准证书,有效期10 年。
4) 模式B1 :EC 设计批准
由授权机构证明一台承压设备产品的设计满足指令要求。除不需要验证样品符合技术文件规定外,授权机构的评审项目同模式B。授权机构将颁发EC 设计批准证书,有效期10 年。
5) 模式C1 :型式符合
制造商保证承压设备符合EC 型式批准证书所述的型式和满足指令要求。授权机构对正在制造或已完成的承压设备进行不定期的监督抽查, 在每台产品上打CE 标志、授权机构识别号,并出具书面的符合性声明。
6) 模式D:生产质量保证
制造商按批准的质量体系进行生产、最终检验和试验, 保证承压设备符合EC 型式批准证书或EC 设计批准证书所述的型式和满足指令要求。
授权机构将评审质量体系,判断其是否符合要求,且必须对其进行定期审核,每3 年完成一次全面复审。授权机构还将对制造商执行不定期的监督检查,以验证质量体系的正常运转,每台产品打CE 标志、授权机构识别号,并出具书面的符合性声明。
7) 模式D1 :生产质量保证
按模式A 编制技术文件。制造商按批准的质量体系进行生产、最终检验和试验, 保证承压设备符合指令要求。其余同模式D。
8) 模式E:产品质量保证
制造商按批准的质量体系进行最终检验和试验, 保证承压设备符合EC 型式批准证书所述的型式和满足指令要求。其余同模式D。
9) 模式E1 :产品质量保证
按模式A 编制技术文件。制造商按批准的质量体系( ISO9003) 进行最终检验和试验,保证承压设备符合指令要求。其余同模式D。
10) 模式F :产品验证
制造商保证承压设备符合EC 型式批准证书或EC 设计批准证书和指令要求。
授权机构对每台产品执行检查和试验,以验证其型式符合和满足指令要求。重点验证焊接人员和NDT 人员已按规定进行资格评定和批准;材料制造商签发的证书;产品的最终检验和验证试验(压力试验) 以及安全装置的检查。每台产品打CE 标志、授权机构识别号, 并出具书面的符合性声明。授权机构签发产品的符合证书。
11) 模式G:单台验证
制造商按模式A 编制技术文件。授权机构检验每台承压设备的设计和结构, 并在制造时按相关标准进行检验和试验, 检验内容除模式B 的项目外,包括最终检验和验证试验(压力试验) 以及安全装置的检查。每台产品打CE 标志、授权机构识别号,并出具书面的符合性声明。授权机构签发产品的符合证书。
12) 模式H:全面质量保证
制造商按批准的包括设计、制造、最终检验和试验的质量体系执行,保证承压设备符合指令要求。
授权机构对质量体系的评审、定期审核和不定期的监督检查,同模式D。每台产品打CE 标志、授权机构识别号,并出具书面的符合性声明。
13) 模式H1 :带设计批准和最终评定特定监督的全面质量保证
除模式H 的要求外, 还需补充:
1) 制造商向授权机构提出设计批准申请,经评审符合指令要求后,由授权机构颁发EC 设计批准证书;
2) 授权机构通过不定期访问,对制造商执行的最终评定(最终检验和压力试验) 执行监督检验。
如需更多资讯或有相关疑问,欢迎联系我们:
服务热线:021-52992565, +86 13122261136
电子邮箱:info@certpi.com
——–相关文章———